
Выбор оборудования для термического раскроя листового проката, например оборудования для плазменной резки, часто сводится к анализу прайс-листа, что является стратегической ошибкой. Наиболее значимые финансовые потери скрыты не в первоначальной цене станка, а в его эксплуатационных расходах и косвенных издержках. Эффективный подбор установки начинается с расчета полной стоимости владения на горизонте 3–5 лет. Сюда входят не только затраты на электроэнергию, но и цена оригинальных расходных материалов (сопла, электроды) на один метр реза, стоимость и периодичность технического обслуживания, а также прогнозируемые потери от простоев из-за отказов и ожидания сервисной службы. Игнорирование этих факторов приводит к тому, что станок, кажущийся на 20% дешевле при покупке, через два года обходится на 30-40% дороже конкурента за счет дороговизны и низкого ресурса «расходников», а также частых поломок.
Рассмотрим ситуацию на примере условного завода «УралСпецМеталл», производящего металлоконструкции. В погоне за быстрой экономией был закуплен бюджетный азиатский портал, характеристики которого на бумаге соответствовали задачам. Результат: уже через полгода эксплуатации в двухсменном режиме руководство столкнулось с каскадом проблем. Во-первых, реальная скорость обработки толщин свыше 16 мм оказалась на 25% ниже заявленной, что сорвало производственный план. Во-вторых, низкое качество комплектующих привело к регулярным сбоям механики и электроники, увеличив простои до 10% рабочего времени. В-третьих, стоимость комплекта расходных материалов, которого хватало лишь на 3-4 часа интенсивной работы, сделала себестоимость метра обработки неконкурентоспособной. Итогом стали не только прямые финансовые потери, но и репутационный ущерб из-за срыва сроков поставок.
Совершенно иной подход демонстрируют производственные площадки, где переоснащению предшествует глубокий предпроектный аудит. Специалисты анализируют не только текущую, но и будущую номенклатуру продукции, типичные и максимальные толщины обрабатываемого металла (от Ст3 до легированных сплавов), требования к точности геометрии и качеству кромки, а также возможности интеграции нового оборудования в существующую IT-инфраструктуру (САПР, ERP). Например, для серийного производства деталей сложной формы с минимальными допусками выбор смещается в сторону аппаратов с технологией высокоточного формирования дуги (High Definition) и автоматическим контролем высоты горелки. Такой детальный анализ позволяет подобрать не просто станок, а сбалансированное технологическое решение, которое гарантированно повышает производительность на 30–50% и снижает объем брака до долей процента, окупая инвестиции в течение 18–24 месяцев.
—
Снижение себестоимости заготовки на 40%: переход от ручного труда к автоматизированной резке на заводе металлоконструкций.
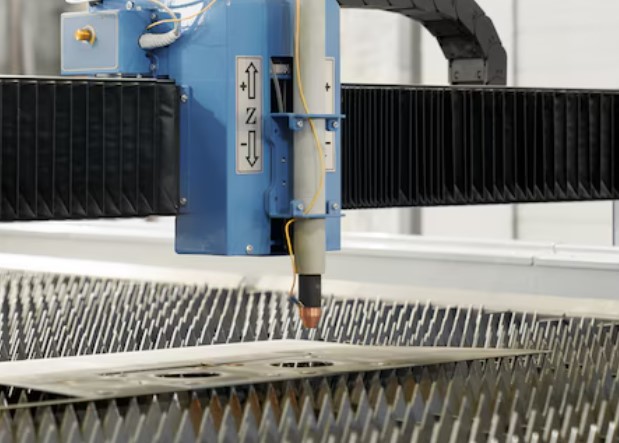
Интеграция портальной машины для термического раскроя листового металла с источником тока на 130А позволила заводу по производству строительных ферм и балок сократить прямые и косвенные издержки на изготовление деталей на 40,7%. Ключевыми факторами стали оптимизация расхода металла через программное обеспечение для раскладки и многократное сокращение времени на последующую механическую обработку кромок.
Исходная ситуация: производство с преобладанием ручных операций
До модернизации раскройный цех предприятия опирался на парк ручных газовых резаков и углошлифовальных машин (УШМ). Производственный цикл для типовой заготовки, например, косынки или фланца из стали Ст3сп толщиной 12 мм, выглядел следующим образом:
- Разметка: Инженер-технолог вручную наносил контуры деталей на лист металла с помощью чертилки, рулетки и угольника. Этот процесс занимал до 25% от общего времени изготовления одной партии.
- Резка: Оператор, используя ручной газовый резак, вырезал детали по разметке. Средняя скорость реза составляла 0.4–0.6 метра в минуту. Точность полностью зависела от квалификации и физического состояния работника.
- Высокий расход материалов: Коэффициент использования металла (КИМ) редко превышал 82%. Широкий рез (до 3-4 мм) и необходимость оставлять большие технологические зазоры между деталями приводили к образованию значительного количества делового отхода. Расход кислорода и пропана был высоким из-за низкой скорости и частых повторных поджигов.
- Обильная постобработка: Термическое воздействие ручного резака создавало широкую зону термического влияния (ЗТВ) и оставляло на кромках обильный, трудноудаляемый грат (окалину). Каждый фланец требовал последующей обработки на стационарном наждачном круге и ручной зачистки УШМ, что занимало до 10 минут на деталь.
- Брак и несоответствия: “Человеческий фактор” приводил к постоянному проценту брака по геометрии – около 4-6%. Детали из одной партии могли иметь заметные отклонения, что создавало “узкое место” на участке сварки и сборки конструкций, где сварщикам приходилось подгонять элементы вручную.
Этап 1: Подготовка производственной площадки и персонала
Переход на автоматизированный раскрой потребовал не только закупки оборудования, но и тщательной подготовки инфраструктуры. Это стало первым, неочевидным для руководства, этапом инвестиций.
Подготовка фундамента и пространства. Для установки портальной машины размером 2500×7000 мм потребовалось выделить участок площадью 50 кв.м. и дополнительно 40 кв.м. для зон загрузки листа и выгрузки готовых деталей. Пол был выровнен и залит бетонной стяжкой для обеспечения стабильности станины, так как любые перекосы направляющих напрямую влияют на точность позиционирования резака.
Инженерные коммуникации. Была проложена отдельная силовая линия на 380В и установлен стабилизатор напряжения для защиты электроники станка. Организована система подачи сжатого воздуха с блоком осушителей и фильтров – качество воздуха напрямую влияет на срок службы расходных материалов (сопел, электродов) и чистоту реза. Смонтирована принудительная вытяжная вентиляция непосредственно над рабочим столом для удаления продуктов горения.
Обучение персонала. Процесс затронул несколько звеньев. Оператор станка прошел недельный курс у поставщика оборудования. Инженер-технолог освоил программное обеспечение для автоматической раскладки деталей на листе (нестинг), что позволило ему создавать управляющие программы за 15-20 минут вместо часов ручной разметки. Бригада ремонтников изучила регламент технического обслуживания узлов машины.
Из чего складывается экономия в 40%? Детальный разбор

Снижение себестоимости было достигнуто за счет комплексного эффекта. Анализ показал, что прямая экономия на материалах и зарплате составила около 25%, а оставшиеся 15% пришлись на косвенные факторы, которые ранее не учитывались в полной мере.
1. Оптимизация расхода металла (Экономия ~15-18%).
Программа для раскладки автоматически размещает детали на листе с минимальными зазорами, используя общие линии реза для смежных деталей. Коэффициент использования металла вырос с 82% до 94-96% для типовых карт раскроя. На каждой тонне стали толщиной 12 мм это дает прямую экономию около 120-140 кг металла, который ранее уходил в отходы.
2. Сокращение времени на раскрой (Экономия ~8-10%).
Скорость автоматизированной обработки для стали 12 мм составила 2,2 метра в минуту, что в 4-5 раз выше, чем у ручного резака. Партия из 100 косынок, на вырезку которой уходило почти 2,5 часа чистого времени, теперь изготавливается за 30-35 минут. При этом оператор в процессе резки свободен и может заниматься удалением уже вырезанных деталей и подготовкой следующего листа.
3. Радикальное уменьшение постобработки (Экономия ~10-12%).
Это стало одним из главных открытий. Качество кромки после автоматизированного раскроя несопоставимо выше. Грат минимален и легко сбивается легким ударом молотка. Зона термического влияния узкая. Потребность в зачистке УШМ и обработке на наждаке отпала для 95% деталей. Это высвободило двух рабочих, которые ранее были заняты только на этих операциях, и перевело их на другие участки.
4. Снижение брака и ускорение сборки (Экономия ~5-7%).<
Точность позиционирования резака (±0.2 мм) и повторяемость деталей свели брак по геометрии практически к нулю (<0.5%). Все детали в партии стали идентичными. На сборочно-сварочном участке это дало колоссальный эффект: сварщикам больше не нужно было подгонять фланцы, выравнивать стыки и компенсировать зазоры. Время сборки типовой фермы сократилось на 15%, так как детали сходились “как в конструкторе”.
Неочевидные вызовы и рекомендации по их преодолению
Проблема: Зависимость от качества расходных материалов.
Первая попытка сэкономить на неоригинальных соплах и электродах привела к ухудшению качества реза, увеличению конусности кромки и преждевременному выходу из строя головки резака.
Решение: Было принято решение использовать только оригинальные или сертифицированные производителем расходники. Создан неснижаемый запас на складе, а их расход занесен в программу учета для прогнозирования закупок. Затраты на качественные расходники (около 3-5% от общей экономии) окупаются стабильностью процесса и долговечностью оборудования.
Проблема: “Цифровой разрыв” между конструкторским отделом и производством.
Изначально конструкторы передавали в цех бумажные чертежи, и технологу приходилось вручную переносить их в программу для раскладки. Это создавало задержки и риск ошибок.
Решение: Конструкторский отдел перешел на сквозное проектирование. Теперь они передают технологу DXF-файлы, которые напрямую импортируются в программу нестинга. Это сократило время подготовки управляющих программ с 20 до 2 минут и полностью исключило ошибки при переносе данных.
Проблема: Игнорирование регламентного обслуживания.
Через три месяца работы операторы, привыкнув к стабильности станка, стали пренебрегать ежедневной чисткой направляющих и проверкой системы фильтрации воздуха. Это привело к появлению легкой “ряби” на срезе.
Решение: Введен обязательный чек-лист ежедневного и еженедельного обслуживания. Ответственным назначен мастер смены. Выполнение процедур контролируется и является условием для премирования. Это позволило вернуть и поддерживать эталонное качество реза.
В результате, переход от ручного труда к автоматизированному раскрою трансформировал не просто один участок, а всю производственную цепочку. Сокращение себестоимости на 40% – это не только следствие быстрой резки, но итог системных изменений: от точного планирования расхода металла до ускорения финальной сборки готовых металлоконструкций.